在高温、高压、高粘的工业生产场景中,熔体齿轮泵的稳定运行直接决定产品品质与生产效率,而法兰连接作为熔体齿轮泵与管路衔接的核心环节,其紧固质量更是重中之重——一旦操作不规范,漏料、漏气等问题频发,不仅影响生产进度,还可能增加设备损耗与安全隐患。
一、法兰连接到底是什么?
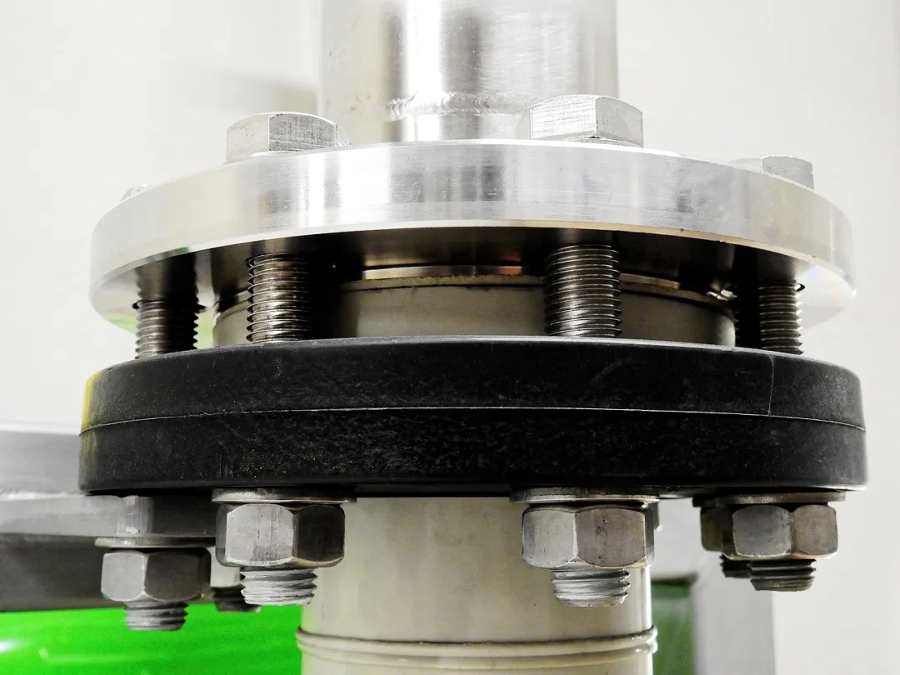
法兰连接是工业管路中最常用的可拆卸接头,简单来说,就是将两个管道、管件或器材,分别固定在法兰盘上,在两法兰盘之间加装法兰垫,最后用螺栓拉紧法兰盘,实现紧密结合。具有可拆卸、承压能力强、施工便捷等优点,是是工业管路系统中最常用的连接方式之一。
熔体齿轮泵通过进出口法兰将泵体精准安装在物料管路中,可高效实现出料、输送、增压、稳压、计量等多重功能,大幅改善整体系统稳定性,助力企业提升产品品质。
但在实际生产中,法兰泄漏问题却始终是困扰现场运行的“老大难”。尤其是在高温、高压、高粘度工况下,一次看似不起眼的紧固不当,往往会在开车后演变成频繁漏料、进气、波动甚至停机。
二、熔体齿轮泵法兰紧固常见隐患
相较于普通管路,熔体齿轮泵(尤其是大规格熔体齿轮泵)的法兰紧固要求更为严苛:其进出口法兰口径大、联结螺栓数量多、规格大,对螺栓预紧力矩和操作规范的要求更高。
在实际安装过程中,受现场空间限制、操作人员操作不规范等因素影响,泵体配对法兰紧固不到位的情况十分常见,进而引发一系列运行异常:
1.法兰配合面漏料,污染生产环境,增加物料损耗;
2.脱挥釜下出料泵入口法兰漏气,泵入口形成气囊,导致物料搭桥,影响正常出料;
3.更棘手的是,这类问题在设备开车阶段补救时,往往因密封垫片失效,无法彻底解决泄漏,只能被迫停机检修,更换垫片后重新紧固,严重影响生产连续性。

三、熔体齿轮泵法兰规范紧固步骤
在确保法兰配合面完好、垫片型号无误且无损伤前提下,按操作步骤完成螺栓紧固,紧固方式分为管道升温前冷紧及管道升温后热紧。1、针对目标法兰制定紧固方案,明确单螺栓紧固力矩,按照螺栓对称紧固原则进行编号,依据编号、顺序紧固。紧固编号如图所示:2、在垂直相对四角1、2、3、4位置用四个螺栓对垫片进行定位,保证密封垫片中心与法兰中心相对;3、用手紧固定位螺栓,接着插入其它螺柱螺栓并手紧使其载荷平衡,确保螺母两端每端至少露出2个螺距长度;4、按紧固编号依次紧固相应位置螺栓,紧固过程可分三次进行,每圈次紧固力矩依次达到预设力矩的50%、80%、100%。紧固力矩依次递增,不可单次加载过大载荷,防止密封垫片压溃失效;5、最后按设定扭矩,依照顺时针或者逆时针方向,依次紧固所有螺栓;开工期间的设备及管道升温过程,需进行紧固质量检查,使用扭矩扳手按100%扭矩值或使用防爆锤击工具对螺母按紧固方向进行锤击检查是否松动。热态紧固应在设备、管道温度稳定后进行,使用防爆工具,且紧固期间不能进行升温、升压等操作。管道升温后的热紧操作,可参考下表进行热态紧固(工作温度在-29~250℃间可不进行热紧、冷紧)。工作温度 | 一次热紧、冷紧温度 | 二次热紧、冷紧温度 |
|---|
<-70℃ | -70℃ | 工作温度 |
-70~-29℃ | 工作温度 | - |
250~350℃ | 工作温度 | - |
>350℃ | 350℃ | 工作温度 |
紧固时,建议从法兰间隙最大处开始,步骤可参考管道升温前冷紧顺序。如有泄漏,则先进行紧漏。
四、关于沃华机械
规范的法兰紧固操作,是熔体齿轮泵长期稳定运行的重要保障,而高品质的熔体齿轮泵产品,则从源头降低了泄漏与运行风险。郑州沃华机械有限公司作为国内较早从事熔体齿轮泵研发与生产的企业,长期深耕行业,专注于熔体齿轮泵的研发、制造与应用服务,以专业实力为客户生产保驾护航。
依托经验丰富的技术团队和完善的售后服务体系,沃华机械不仅可为客户提供匹配工况的熔体齿轮泵解决方案,还能提供规范的安装指导与快速现场支持,帮助客户减少法兰泄漏等运行隐患,实现设备稳定、高效运行。如需了解熔体齿轮泵选型、安装与维护相关问题,欢迎随时联系郑州沃华机械。